
KY KDY Series SPLITCASE MULTISTAGE CENTRIFUGAL PUMP
KY, KDY series splitcase two-stage and multistage centrifugal pump are API BB1, BB3 pumps designed and manufactured completely in accordance with API610 11th Edition for guaranteed service life Min. 30 years and 3 years continuous operation without any trouble.
Product Description
Overview
KY, KDY series splitcase two-stage and multistage centrifugal pump are API BB1, BB3 pumps designed and manufactured completely in accordance with API610 11th Edition for guaranteed service life Min. 30 years and 3 years continuous operation without any trouble.
KY, KDY series pumps developed on basis of technologies introduced from international leading players in the same field. As a V-FLO intellectual property, it features an optimized performance design, compact structure and high efficiency for smooth running with extended operation zone and perfect anti-cavitation performance. Bearing temperature and vibration monitoring systems can be installed as options.
KY, KDY series pumps are widely used as the heart and engine in the booster pump stations or process of long-distance oil pipeline, crude oil depot and oil refinery, petrochemical plant, oil tanker loading & unloading, offshore oil platforms as well as water injection in oil production and feed water pump for boilers.
Performance Range
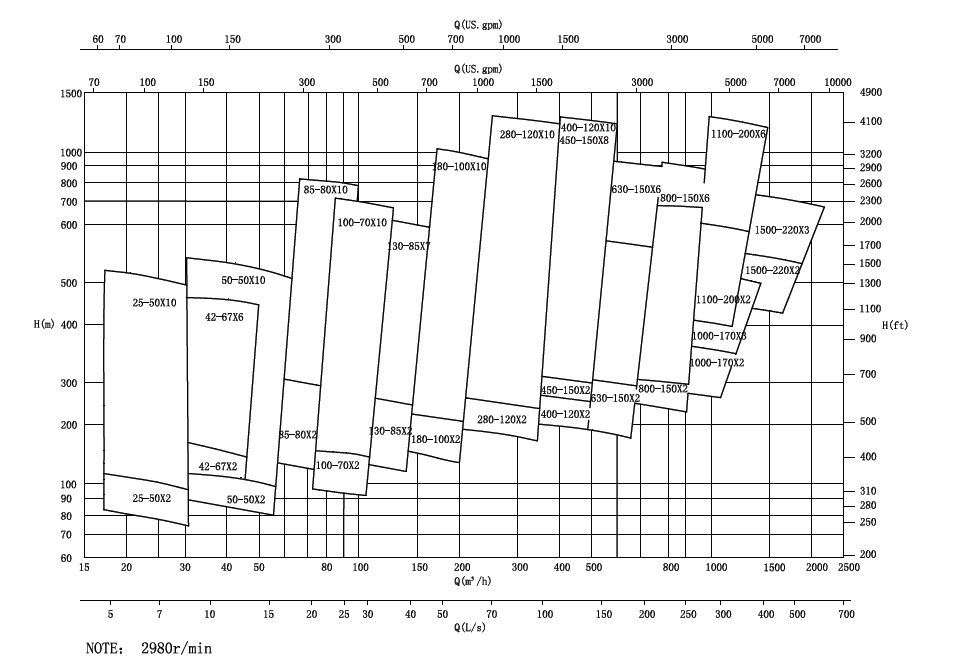
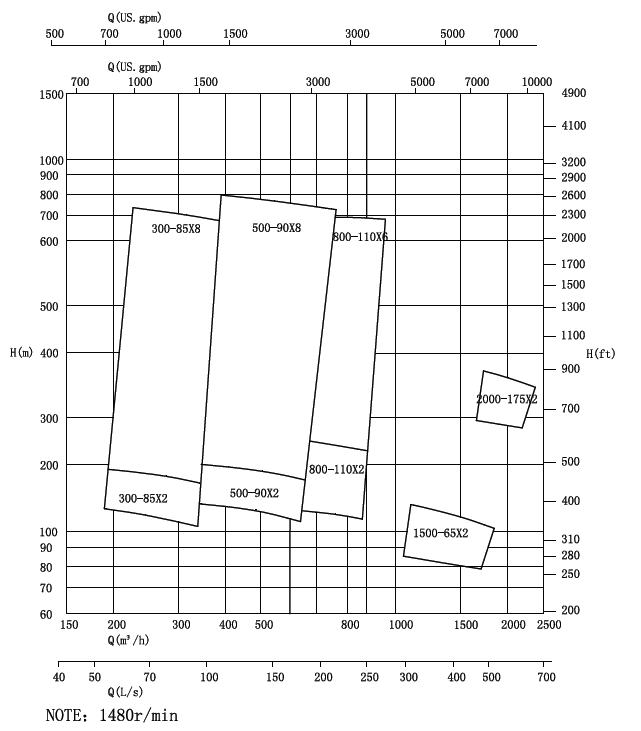
Flow rate: Q = 25 ~ 2500m3/h
Disch. Head: H = 60 ~ 2750m
Speed: n≤5200rpm
Medium temp: T = - 40 ~ +200℃
Applicable media: crude oil, refined oil products, petrochemical products or similar liquids with viscosity up to 880mm2/S and solid particles not exceeding 3%.
Model Description
Pump Structure
KDY series splitcase multistage centrifugal pump is the optimized output of extensive study on structural features and performances of existing and available pumps for similar applications. It is a heavy duty centrifugal pump specially designed for oil and petrochemical transportation.
1. Pump Casing
Pump casing is of horizontal splitcase structure, both suction inlet and discharge outlet are located under pump shaft center line, and it only needs to lift the rotor after opening the pump cover for maintenance without moving pipelines and driving motor.
Pump casing is of center line support structure, which guarantees an uniform and minimum casing deformation when the temperature changes of pump casing, suction inlet and discharge outlet.
Pump pressure chamber is designed as double volute structure to balance the radial force, remove or reduce the alternating stress applied on rotor so as to improve the shaft fatigue and extend the pump service life.
Suction chamber is designed in half spiral shape to increase the pre-rotation and improve the anti-cavitation performance.
Pump casing wall thickness design is based on ANSYS strength analysis results plus necessary corrosion allowance according to API 610 standard. Any demanding pressure rating requirements can be completely complied without exception.
2. Impeller
Optimized hydraulic performance design through software and CFX fluid simulation analysis plus prototype model test verification to ensure high efficiency in a wide operation zone.
Anti-cavitation design impeller, especially suitable for application in lowcavitation situations.
First stage impeller can be single or double suction design to achieve a necessary balance between efficiency and NPSH requirement. Width of impeller vanes may be appropriately increased to ensure high efficiency taking into account the oil viscosity.
3. Rotor
Rigid rotor design with sufficient shaft margin. All parts and accessories installed in shaft are subjected to dynamic balance as the rotor assembly to ensure reliable and smooth pump operation with minimum vibration. Dynamic balance shall be according to API 610 11th Edition.
Pump shaft is made of superior alloy steel as a minimum requirement and the coupling side is designed in conical structure for the convenience of disassembling.
Impeller keys are in 120° alternative and symmetrical arrangement on shaft to ensure shaft stiffness and reduce deflection of rotor.
Number of pump stages shall be even when first stage impeller is single suction and all impellers are in back-to-back arrangement, while for pumps with double suction first-stage impeller, the number of stages shall be odd and impellers except first stage shall be in back-to-back arrangement. As a result, axial forces are completely balanced.
4. Bearings, Lubrication & Cooling
There are 3 types of bearing arrangements, namely, rolling-element radial and thrust, hydrodynamic radial and rolling-element thrust, or hydrodynamic radial and thrust. In any case, the basic rated service life for each type shall be at least 40,000 hours on rated operation conditions.
Bearing housing is designed with increased capacity to ensure perfect oil lubrication at high speed continuous operation running at least 25,000h.
Bearing housing is designed with heat dissipation fins and cooling fans may also be equipped if necessary so as to ensure excellent bearing cooling.
Bearing housing is mounted with constant level oiler for automatic
supplement in time in case of lubricating oil consumption.
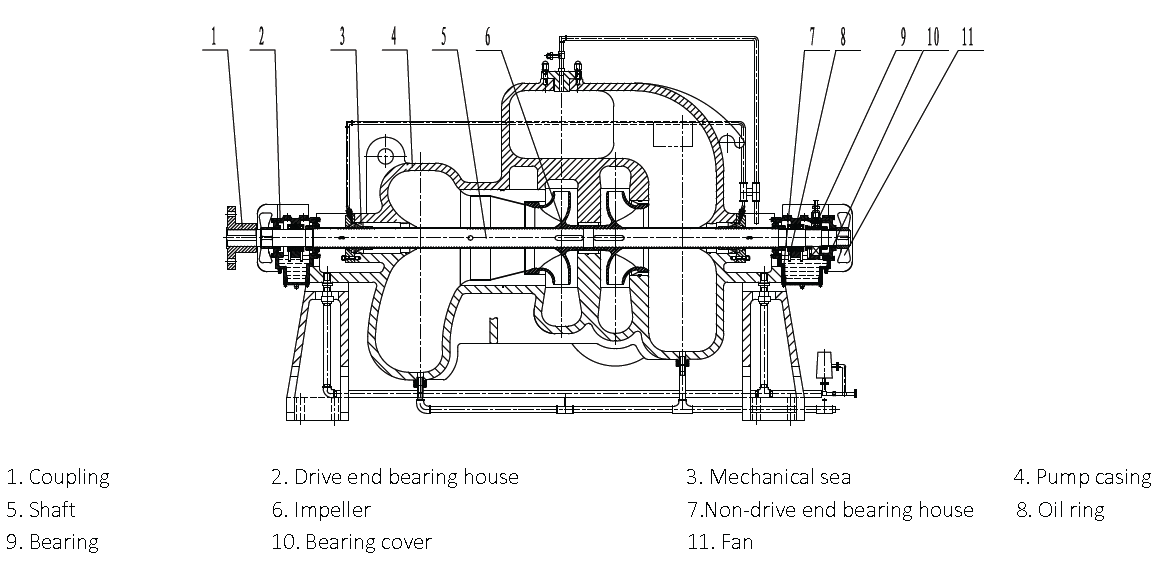
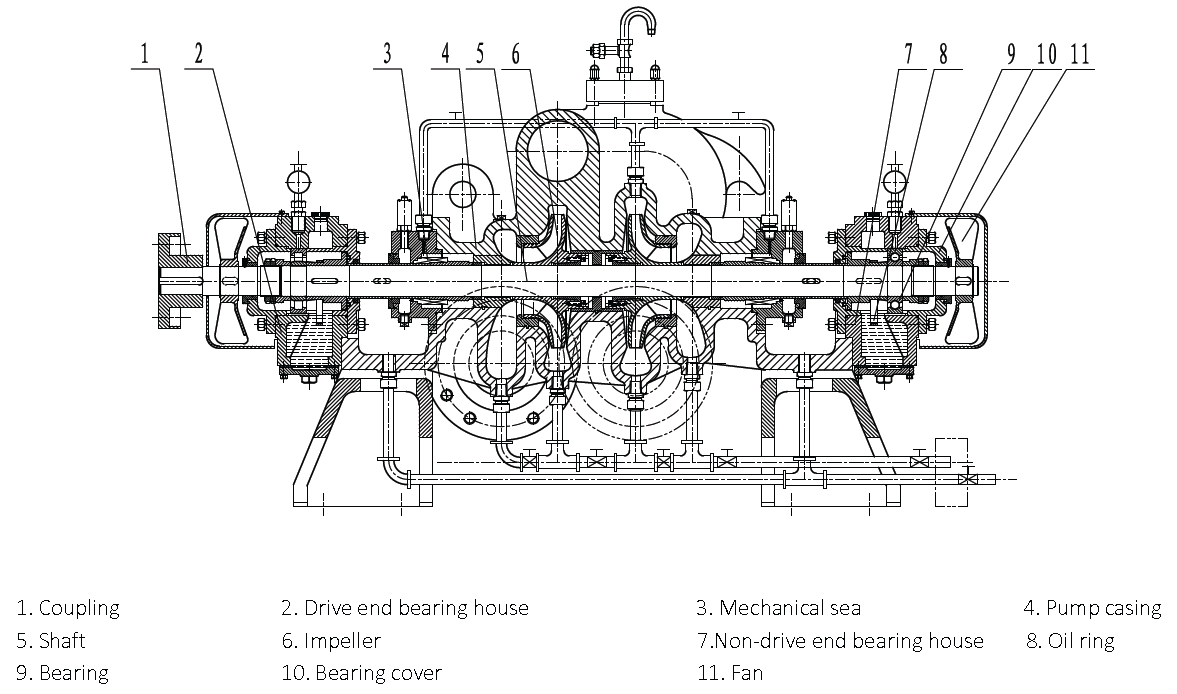
Cross Section Drawings
KY splitcase two-stage centrifugal pump with inducer:
KY single suction splitcase two-stage centrifugal pump:
KDY double suction multistage centrifugal pump:
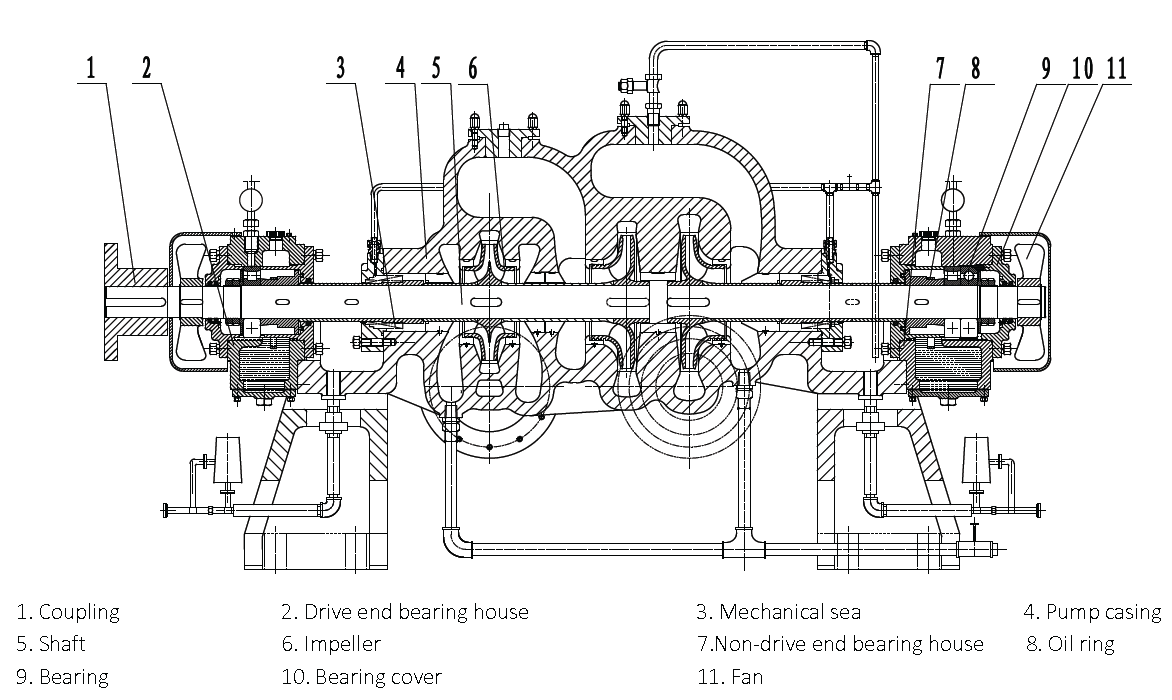
KDY single suction multistage centrifugal pump:

KY KDY Series Family Curves
Related Products




Company Address: No. 31, Zizhu Road, Haidian District, Beijing, China.
Tel:0086-10-51906628 Fax:0086-10-88580150